Buckling-Restrained Braces (BRBs): A Synthesis of Technical Mastery and Earned Market Trust
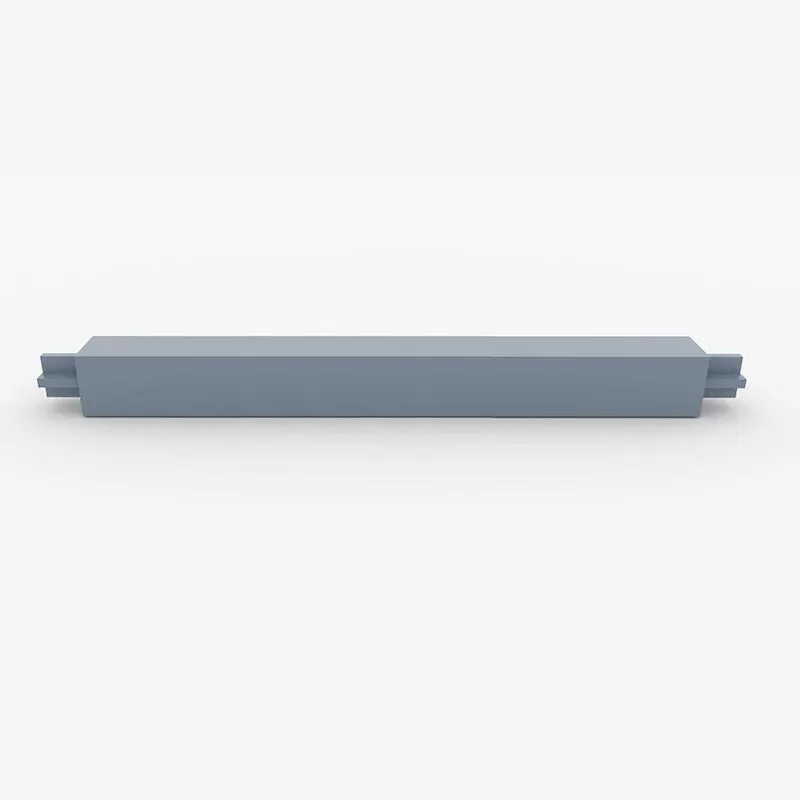
The fundamental product advantage of Buckling-Restrained Braces lies in their elegant re-engineering of a basic structural element to solve a historic weakness. Unlike conventional steel braces, which exhibit unpredictable and brittle buckling failure under compressive loads during seismic events, a BRB system decouples the axial yield function from the global buckling restraint. Its core innovation is a multi-component assembly: a ductile steel core, designed to carry axial forces, is meticulously encased within a restraining system, typically a steel tube filled with concrete or mortar. This casing is precisely debonded from the core to prevent shear stress transfer. The result is a paradigm shift in behavior: the steel core can now yield in both tension and stable, predictable compression, transforming the brace from a potential point of failure into a reliable, high-capacity energy dissipation device.
The technical superiority of this design manifests in several critical, interconnected performance advantages. First and foremost is the achievement of a full, symmetrical, and stable hysteretic response. BRBs demonstrate nearly identical strength in tension and compression, producing fat, rounded hysteresis loops that signify massive, repeatable energy dissipation without significant strength or stiffness degradation. This predictable plasticity allows engineers to employ them as designated structural "fuses" within a moment frame. In a major earthquake, the BRBs are intended to yield first, concentrating inelastic activity and damage within themselves, thereby protecting the primary gravity-load carrying system. This not only safeguards the structural skeleton but also provides a clear, inspectable, and replaceable damage path, dramatically simplifying post-event assessment and repair. Furthermore, by eliminating global buckling, BRBs utilize material with far greater efficiency. They allow for the use of smaller, more compact steel sections compared to conventional braces sized for buckling, leading to more efficient structural designs, material savings, and expanded architectural possibilities, particularly in retrofit projects.
Beyond laboratory performance, the true measure of the technology's value is the profound trust it has earned in the global engineering and construction marketplace. This trust is built on a foundation of third-party validation and rigorous standardization. Leading BRB systems are protected by invention patents in major economies, and their qualification testing—involving full-scale, proof-of-concept cyclic tests—often exceeds the demanding protocols of codes like AISC 341. This technical legitimacy has translated into widespread commercial adoption. Proven systems have been installed in over 150 buildings and critical infrastructure projects worldwide, with cumulative production exceeding tens of thousands of units. Their specification for mission-critical facilities—such as hospitals, emergency response centers, semiconductor fabrication plants, and corporate headquarters—is a powerful testament to the perceived reliability and risk-mitigation value they offer owners. Trust is further institutionalized through a mature commercial ecosystem, including technology transfer to licensed fabricators, the development of cloud-based proprietary design software for engineers, and stringent factory production control with random product testing.
In essence, BRBs represent a mature innovation where decisive technical advantages—predictable yielding, superior energy dissipation, and design efficiency—have been conclusively validated by the market. They offer engineers a reliable tool for performance-based design and provide owners with a demonstrable strategy for enhancing structural resilience, protecting assets, and ensuring business continuity in the face of seismic uncertainty.
Buckling-Restrained Brace (BRB) installation capitalizes on precise pre-fabrication and innovative designs to transform a complex seismic component into a relatively straightforward construction element, backed by robust technical ecosystems.
🏗️ Manufacturing & Site Preparation: The Foundation for Installation
A BRB's reliability is established long before it arrives on-site through stringent manufacturing and meticulous planning.
Design & Fabrication Precision: BRBs are entirely fabricated in controlled factory environments. This allows for extremely precise machining of connections and ensures the integrity of the complex core-and-restraint system. Factory production also facilitates rigorous quality control and full-scale prototype testing that often exceeds code requirements (like AISC 341), guaranteeing performance before shipment.
Innovative Product Design for Ease of Use: Recent innovations directly address logistical challenges. For retrofit projects in confined spaces, BRBs are now available in a two-piece, field-splice design. This allows the brace to be brought through narrow openings and assembled in place, overcoming a major limitation of traditional one-piece braces. Furthermore, all-steel BRB designs (e.g., using multiple steel tubes) eliminate the need for concrete casting and curing, significantly reducing fabrication time and producing a lighter, easier-to-handle component.
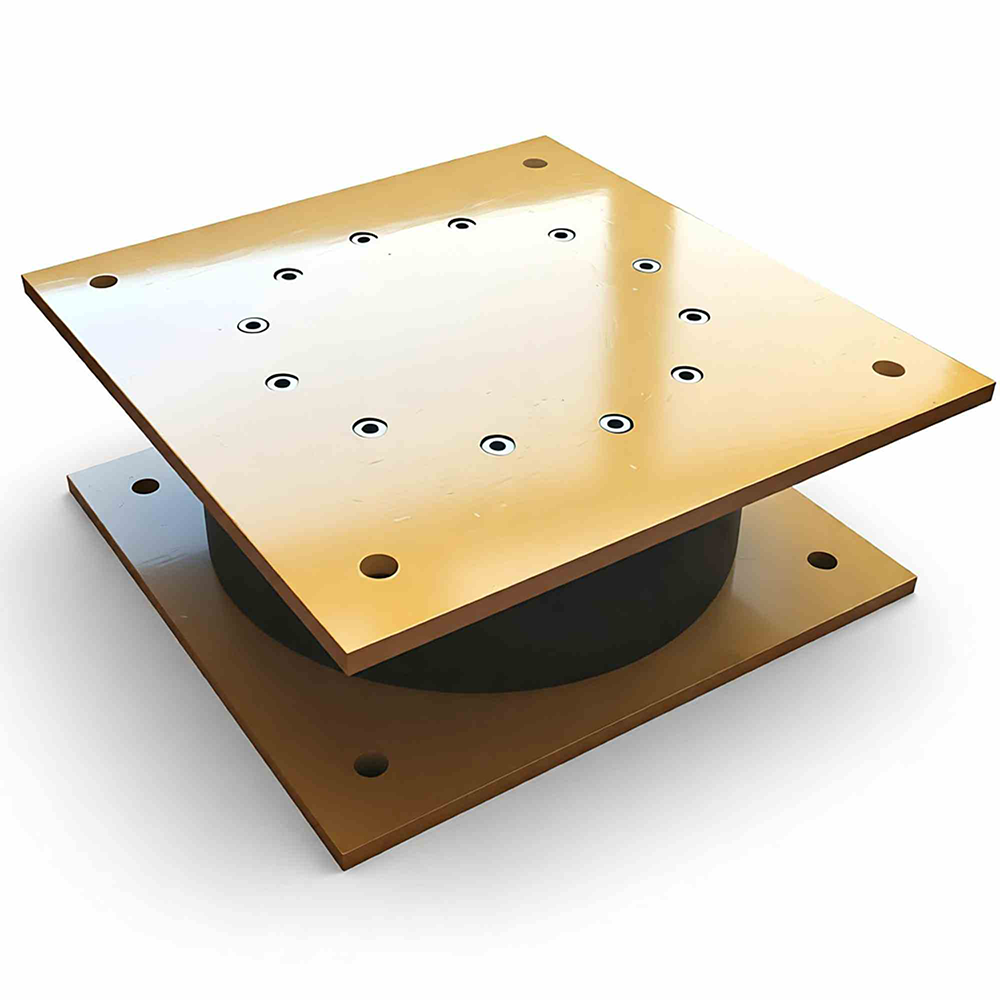
Connection and Embedded Part Engineering: The interface with the main structure is critical. Patent designs for combined-type embedded parts feature adjustable elements (like screws and limiting thread sleeves) that allow for precise positioning and fixing before concrete pouring. This solves the common problem of difficult reinforcement binding and error-prone placement, making construction "convenient" and improving efficiency.
🛠️ On-Site Installation & Construction Methodology
The on-site process emphasizes precision fitting and safety, with procedures designed to manage real-world tolerances.
Pre-Installation Verification: Before hoisting, the connecting nodes on the existing beams and columns must be inspected for planar and elevation deviations. Corrections, such as flame straightening or adding base plates, are applied if offsets exceed tolerances (typically one-third of the node plate thickness).
Hoisting and Temporary Placement: BRBs are hoisted using dedicated lifting lugs welded onto the restraint member. For safety and control, they are often lifted in an inclined position using two chain hoists—one pulling the upper end and one the lower—and placed onto temporary supports near their final position.
Fitting and Connection: This is the most critical phase. The actual distance between nodes is meticulously checked against the BRB's manufactured length. Minor negative errors (brace slightly too long) can be corrected by grinding down connection plates; minor positive errors (brace slightly short) can be resolved by adding weld metal. For significant errors, shim plates or node plate replacement may be necessary. The final connection to the structure is typically made using either high-strength bolting or welding, chosen based on design and seismic requirements.
⚙️ The Technical Support Ecosystem
Successful implementation relies on comprehensive support from manufacturers and researchers.
Comprehensive Engineering Support: Leading suppliers and academic teams do not just sell products; they provide integrated solutions. This includes assistance with connection design, development of proprietary cloud-based design tools for engineers, and on-site technical consultation during critical installation phases.
Technology Transfer and Training: To ensure quality and local capacity, core BRB technologies are often transferred to licensed steel fabricators through formal programs. This creates a network of qualified fabricators and erectors who are trained in the specific procedures, ensuring consistent application globally.
Active Research & Development: The field is driven by continuous R&D focused on solving construction challenges. This includes developing lighter braces, faster connection methods (like bolted options to avoid complex field welds), and application-specific solutions for bridges or near-fault zones, ensuring the technology evolves to be more constructible and economical.
In conclusion, the installation efficiency of BRBs stems from a philosophy of shifting complexity from the construction site to the controlled factory and design office. This is enabled by purpose-engineered products for difficult scenarios, precise installation protocols to manage tolerances, and a strong professional support network that ensures performance from design through to final commissioning.
For a project in the planning phase, the most impactful considerations are the type of structure (new build vs. retrofit) and the desired connection method (bolted vs. welded), as these factors dictate which product innovations and installation sequences will be most relevant and beneficial. If you have a specific project type in mind, I can provide more targeted details.